


What are Steam Condensate Return Pumps?
Steam condensate pumps are mechanical, non-electric pumps which recycle condensate to the boiler feed tank. They utilize a float valve to inject high-pressure steam to push accumulated condensate through the condensate return system.
Steam condensate return pumps efficiently conserve energy and reduce CO2/NOX emissions by collecting and returning hot condensate for reuse as boiler feedwater. This treated condensate reduces the need to add cold make-up water and water treatment chemicals and reduces energy loss from boiler blowdown.
Resources
Steam Condensate Pump Operation
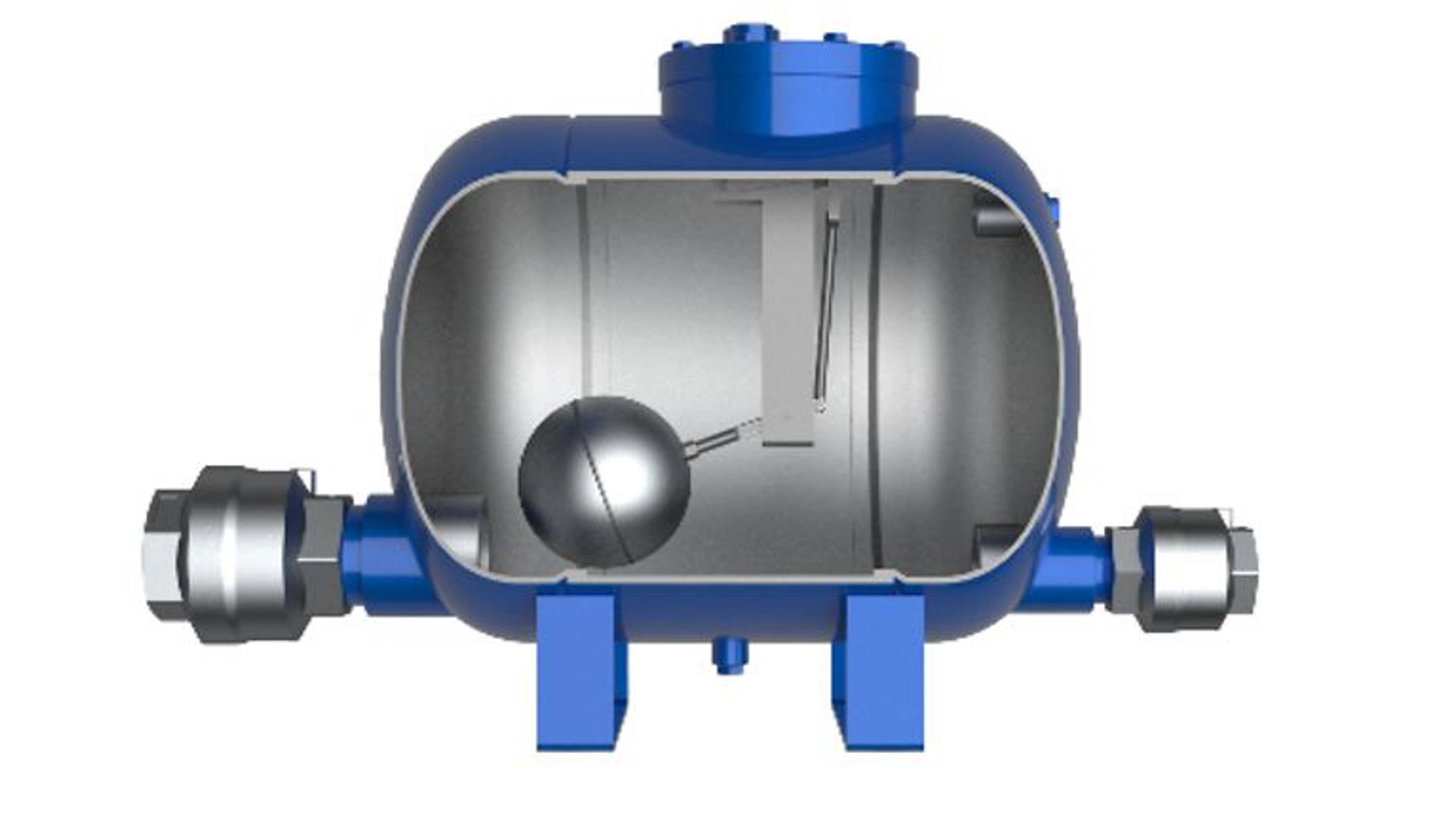
1. Pump body is empty.
- Condensate flows by gravity from reservoir through the inlet check valve
- The internal float begins to rise as the pump body fills
2. Condensate has filled the pump body.
- With a “Snap Action”, the float and internal linkage are engaged to simultaneously close the outlet exhaust port and open the inlet steam port
3. Steam flows into the pump body.
- The inlet check valve is closed and the outlet check valve is open as condensate is forced out of the pump body into the condensate return system
- The float falls as the liquid level in the pump body drops
- At the lowest tripping position, the linkage simultaneously closes the steam inlet port and opens the exhaust port to repeat the filling cycle
FAQs
- Total Condensate Load coming from the steam traps
- Total Backpressure on the pump (condensate return pressure + the hydraulic head pressure to lift the condensate to the condensate return line)
- Inlet Motive Steam Pressure
- Height of Existing Equipment (will be used to determine the available fill head between the bottom of the vented receiver and the top of the pump)
Steam condensate pumps do not contain seals or impellors which are prone to damage in condensate service.
Steam traps require positive pressure differential to drain condensate. When the pressure within the heat exchanger drops too low, the condensate accumulates flooding the heat exchanger. This heat exchanger stall causes challenges controlling the process temperature as well as water hammer damage and corrosion within the heat exchanger.
The Yarway™ CondenSaver™ pump trap option uses steam to remove condensate in all conditions, eliminating heat exchanger stall.