


LNG Valves that Drive Customer Success
Emerson leads the market with the broadest portfolio of valves, actuators, and regulators with critical isolation and control technologies. With a focus on the future, Emerson's solutions harness the power of data-driven innovations to reduce emissions, enhance equipment reliability, and improve plant safety—ultimately driving cost savings and operational excellence.

Over 70% of global LNG production flows through Emerson’s valves
Our valves, regulators, and actuators are trusted by LNG facilities around the world, including:
- Cedar FLNG
- Cameron LNG
- Calcasieu LNG
- Plaquemines LNG
- Energia Costa Azul LNG
- Atlantic LNG
- Peru LNG
- Shell LNG
- Oman LNG
- QatarEnergy Existing 14 LNG trains
- Coral South FLNG
- Petronas FLNG
- Wheatstone LNG
- Pluto LNG
- Papua New Guinea LNG
- Brunei LNG
- QatarEnergy NFE/NFS
- LNG Canada
- Golden Pass LNG
- Port Arthur LNG
- Rio Grande LNG
- Gorgon LNG
- Snohvit LNG
- Angola LNG
- Tianjin Nangang LNG
- Prelude FLNG
- Congo FLNG
LNG is complex and requires innovative thinking and creative solutions to overcome extreme temperatures and pressures. Emerson experts work with operators of liquefaction facilities, carriers, and regasification terminals to implement advanced products necessary to keep up with the evolving nature of this industry.
Our Optimized Projects framework is a simple and repeatable process for business agreements that reduces risk, saves money on the total cost of ownership, and delivers on schedule. We add value with engineering services starting from the earliest project planning stages through front-end engineering, project management, product and system integration, fabrication, implementation, start-up, testing, and ongoing support.
We offer a comprehensive approach to proactively improve our supply network resiliency.
Design for Sourcing
- Limit the number of assemblies with specialized components
Crisis Communication
- Robust communications internally on lead times & demand changes
Talent & Skill Development
- Strong partnering with universities
- Mentoring and career coaching
- Robust training and skills development content
Supplier Relationship Management
- Supplier Quality Manual deployment
- Aggressive supplier escalations on allocations & delivery schedules
Regionalization
- 80%+ regionalized
- Developing Mexico and Eastern European suppliers
Digital Operations
- Robust SIOP Processes
- Financial and risk monitoring
- Ops agility through automation
Logistics Network Flexibility
- Business system connectivity
- PO/part level in-transit visibility
Multi-Sourcing
- Redundant factory capability for most all products
- Multiple supply sources in different regions for risk mitigation
With over 160 regional and 80+ mobile service centers worldwide, our experts are never far from partnering with you in the face of changing market and operating conditions.
Solutions in Action: Valves, Actuators and Regulators for the Entire LNG Value Chain
Inlet Feed and Separation Solutions
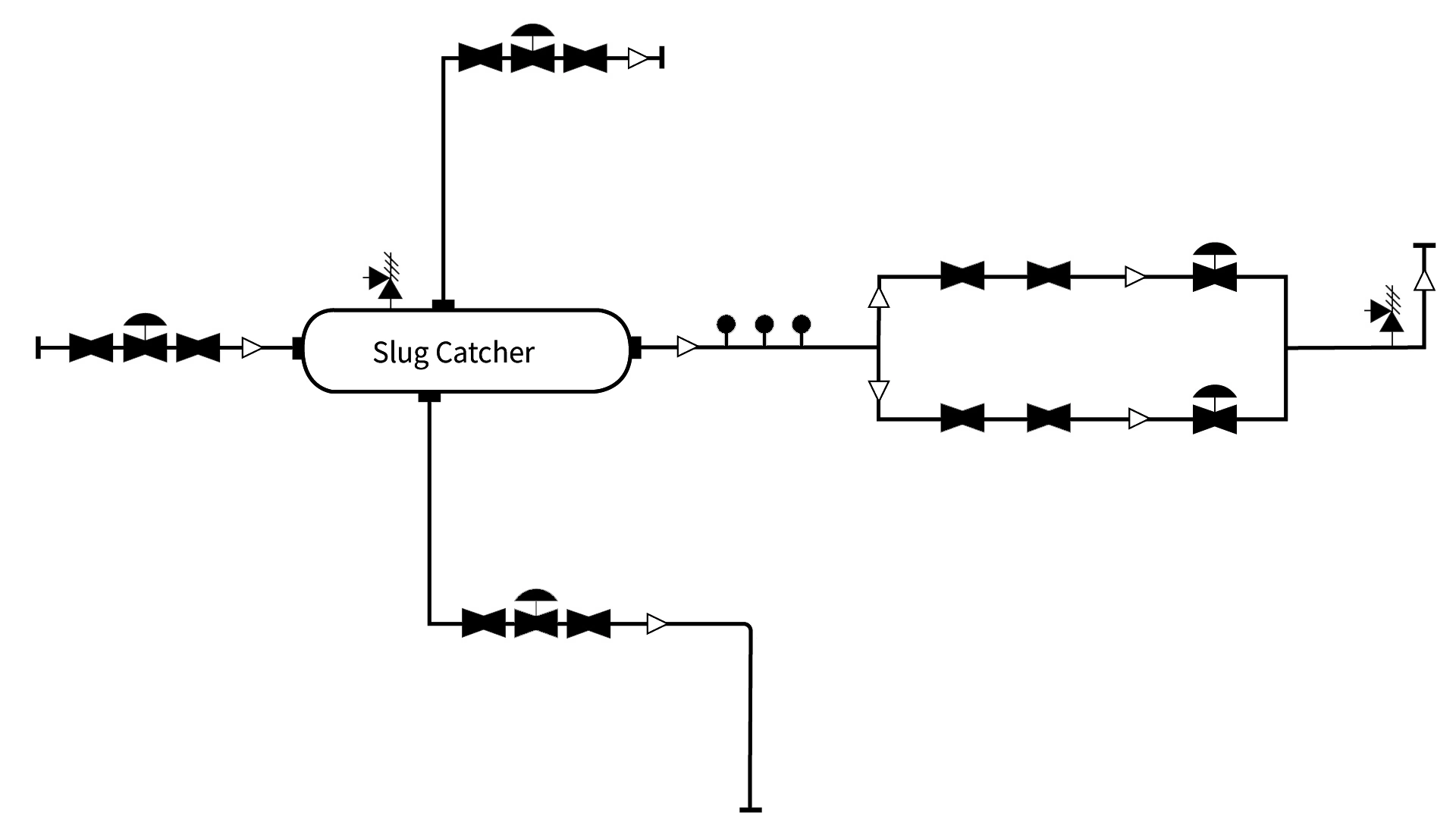
Inlet receiving facilities knock out liquids in the feed gas, reduce pressure from the gas pipeline, and throttle gas flow into the downstream processing units. Stable and reliable operation is crucial for profitable LNG production, as unexpected maintenance or failures can result in significant penalties.
Our value:
- Maximize condensate recovery to prevent the introduction of liquids in the downstream treatment process
- Improve energy use
- Ensure uptime with 100% operational redundancy
- Increase throughput

Fisher™ Pressure Letdown Valve
Provide the proper rate of flow into the facility.

Fisher™ Slug Catcher Inlet Valve
Provide the final pressure cut before the fluid enters the slug catcher and jump starts the separation

KTM™ Feed Gas Isolation Valves
Isolate feed gas reliably with fully engineered, automated valve solutions.
Main Cryogenic Heat Exchanger Solutions
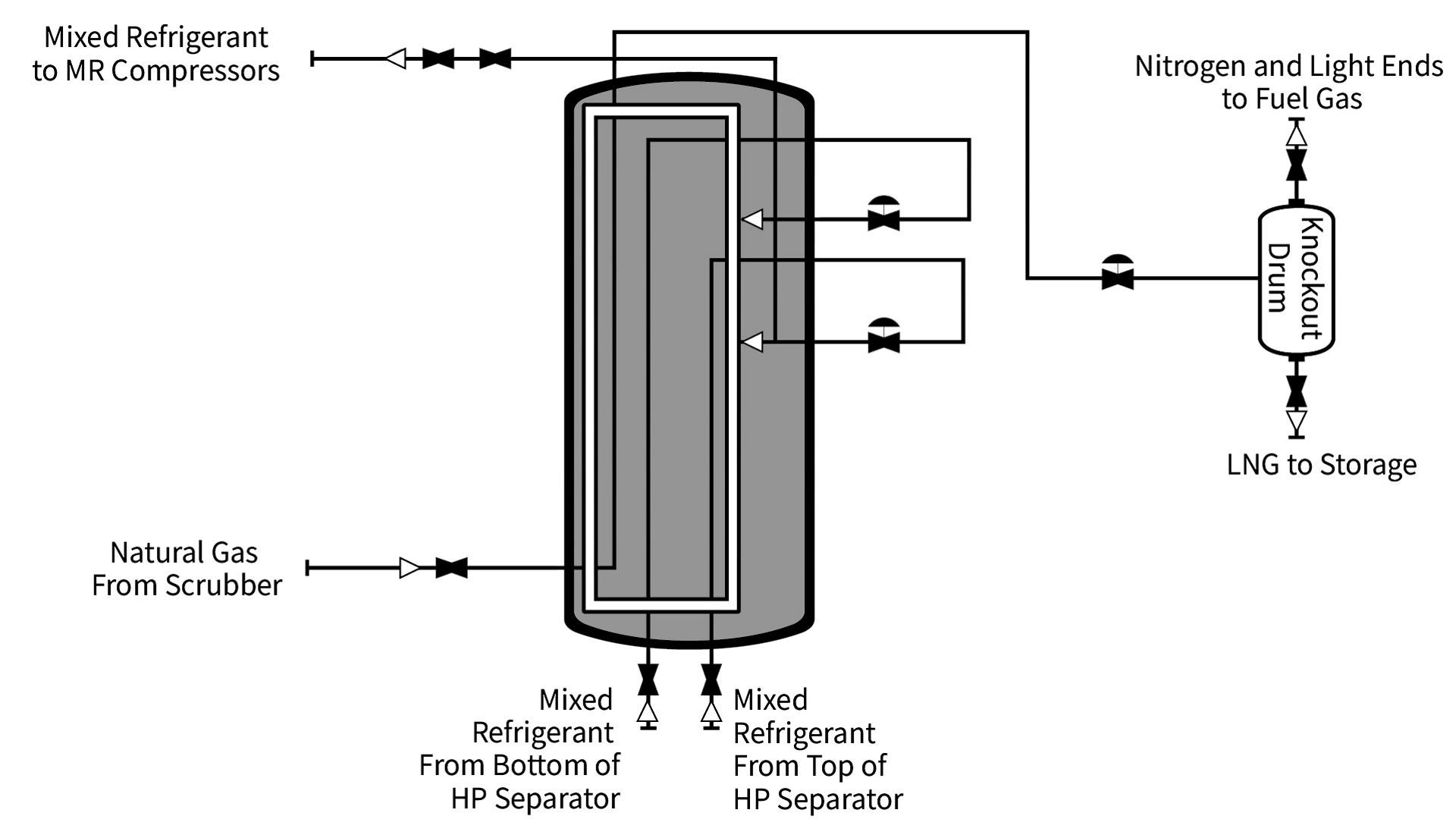
The main cryogenic heat exchanger (MCHE) is the heart of the liquefaction facility. It liquefies natural gas then subcools it. The MCHE is composed of a large number of spiral wound tube bundles. When the feed gas exits the top of the MCHE, it has been turned into liquid as the temperature has been reduced to approximately -146°C (-231°F).
Our value:
- Maintain optimum refrigerant flow circulation
- Reduce energy consumption when feed is restricted
- Product more LNG with high-precision controlling elements that enable optimal controller
Fisher™ Joule-Thomson Valve
Utilize pressure drop to achieve cooling of liquids, gases, or multiphase fluids.
Vanessa™ Cryogenic Triple Offset Valves
Ensure tightness, operability, and torque demand are unaffected by cryogenic conditions and severe temperature fluctuations.
Fisher™ LNG Temperature Valve
Control the temperature of LNG coming out of the main heat exchanger.
Real-World Success Stories including Emerson’s LNG Valve Solutions








Webinar


Podcasts




Learn More About Our LNG Valve Solutions






Frequently Asked Questions About LNG Valves
LNG valves are essential for maintaining safety in LNG plants because liquefied natural gas, whether methane, ethane, propane, or butane, is highly flammable. Properly functioning valves are crucial for preventing leaks, controlling pressure, and managing emergency situations, thus mitigating critical safety risks.
Since the introduction of LNG plants in the 1930s, LNG valves have evolved to handle significantly larger liquefaction trains. Valve manufacturers now focus on producing larger-sized valves that can accommodate high pressures and ensure safe pressure control, isolation, and emergency operations in response to the growing global demand for LNG.
One of the key challenges for LNG valve manufacturers is developing valves that can handle large sizes and high pressures. These valves are essential for process control, isolation, emergency operations, and protecting major equipment in LNG plants, where safety is a critical concern. Emerson is highly experienced with producing valves that support the entire LNG value chain including liquefaction facilities, carriers, and regasification terminals.
Valves play an essential role in LNG infrastructure by facilitating equipment isolation for maintenance, process on/off, regulation/control, and emergency shutdowns. Proper valve technology selection and configuration is critical to ensure safe, sustainable and profitable operations. Emerson offers a vast portfolio of manual and actuated valves for LNG, covering the entire production chain and distribution.
LNG valves in on/off configurations can be actuated using pneumatic, electric, or hydraulic systems. These actuation options allow the valves to be automatically controlled, ensuring that LNG processes are efficiently managed and that the valves can respond quickly to changes in operating conditions.