

Nos solutions de vannes d’ammoniac contribuent à améliorer l’efficacité, à réduire les émissions et à améliorer la sécurité, réduisant ainsi l’empreinte environnementale, une étape essentielle vers des opérations plus durables.
Repenser l’énergie : L’essor de l’ammoniac dans le contexte de la transition vers les énergies renouvelables
L’ammoniac possède un potentiel considérable en tant que source d’énergie propre. Aujourd’hui, sa production est responsable pour la consommation de 1,8 % de l’énergie mondiale et contribue de manière significative aux émissions. Cependant, en investissant dans des technologies de pointe, nous pouvons libérer tout son potentiel en tant que carburant propre, réduisant ainsi notre dépendance aux énergies fossiles et ouvrant la voie à un avenir plus durable.
d’ammoniac utilisé pour la production d’engrais
d’ammoniac utilisé pour les produits industriels
Exigence de croissance de la capacité jusqu’en 2050
des émissions de CO2 de l’industrie chimique
Comment les vannes influent-elles sur les performances opérationnelles ?
Sécurité
- Des vannes fiables réduisent les événements de maintenance
- Interdire les émissions fugitives nocives
- Interdire les fuites de vapeur dangereuses
- Protéger le personnel en cas d’urgence
Production
- Réduire la variabilité du procédé
- Améliorer les performances de la boucle de synthèse
- Atteindre les taux de capture du CO2 les plus élevés possibles
- Produire de l’ammoniac à haute pureté

Fiabilité
- Réduire les écarts de procédé
- Optimiser les performances des reformeurs
- Réduire les perturbations de procédé et les pertes de production causées par les défaillances des équipements
- Réduire les coûts de réparation non imprévues
Émissions
- Atteindre la conformité aux normes d’émissions fugitives
- Réduire les pertes de produits de valeur
- Réduire le retraitement en raison de la contamination ou d’inefficacités
- Réduire la charge de travail du compresseur et de la pompe grâce à des vannes optimisées.
Solutions de vanne pour les producteurs d’ammoniac
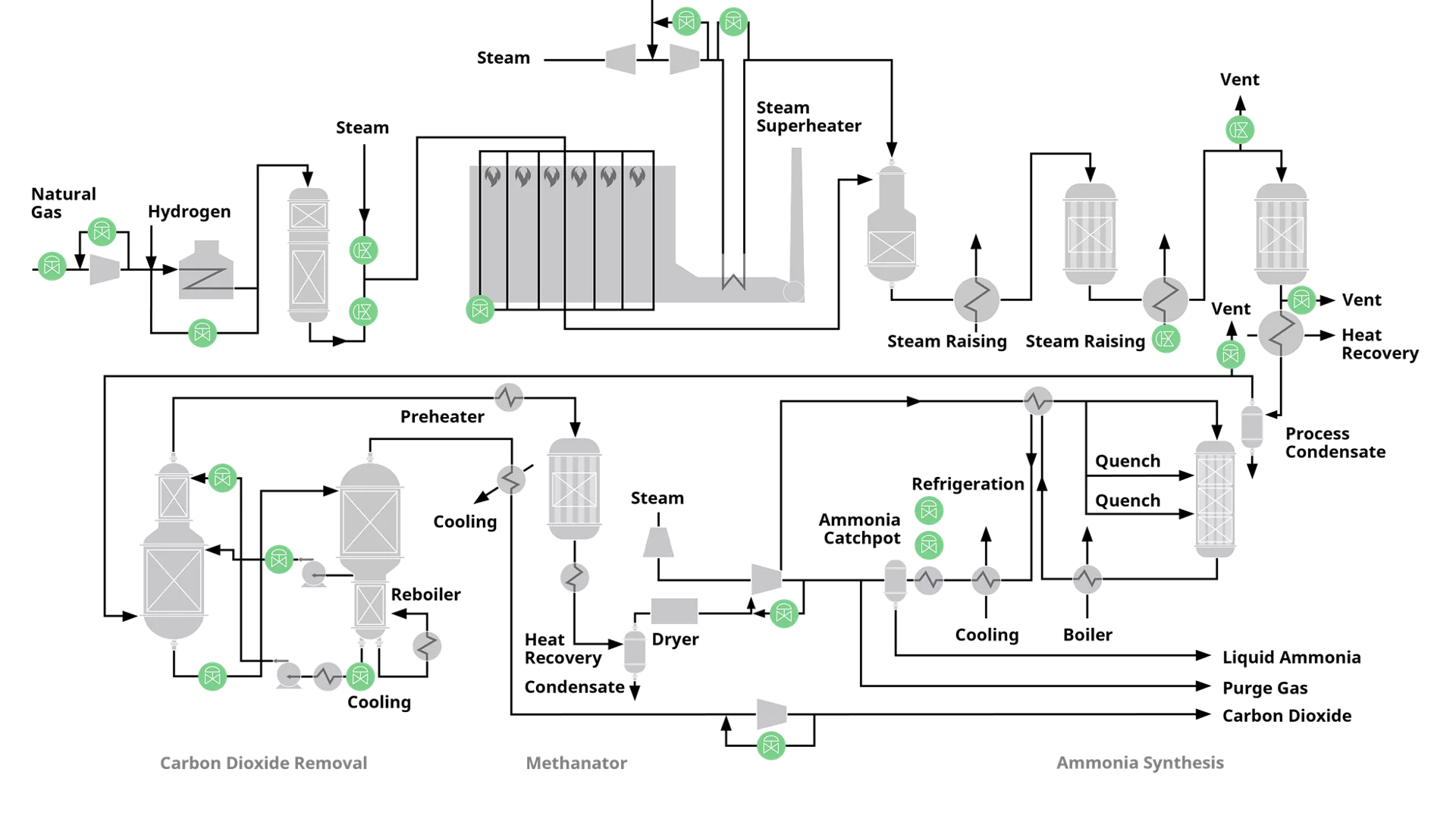
Carte du processus de contrôle de l’ammoniac

Vanne de régulation Fisher™ easy-e™ ET
La vanne Fisher easy-e ET vous apporte une solution idéale pour toutes les applications générales avec températures de procédé élevées. Elle offre un type de clapet équilibré et intègre des éléments internes à guidage par cage. Disponibles avec des corps droits ou à angle, ces vannes peuvent afficher une classe d’arrêt jusqu’à V ou VI.

Positionneur numérique Fisher™ FIELDVUE™ DVC6200
L’instrument Fisher FIELDVUE DVC6200 permet un fonctionnement plus près du point de consigne, améliorant la précision du contrôle, donc la qualité du produit. Grâce au système de diagnostic de performances FIELDVUE, les performances et la fiabilité de fonctionnement de la vanne sont contrôlées en ligne.

Vannes de régulation série HP de Fisher™
Les vannes de régulation Fisher de la série HP sont des vannes droites ou d’angle haute pression à clapet à simple siège intégrant des sièges métalliques, des dispositifs de guidage par cage et un mode d’action descente de clapet pour fermer la vanne. Ces vannes sont conçues pour les applications haute pression dans les industries de contrôle des procédés telles que la production d’électricité, la production d’hydrocarbures, le traitement chimique et le raffinage.
Services à découvrir



Solutions à découvrir pour la production d’ammoniac

Amélioration de la production de l’usine grâce au contrôle de la boucle de synthèse
Pour augmenter la production totale de l’usine et fonctionner à une capacité optimale, il est essentiel de relever les différents défis de manière efficace. Parmi ces défis figurent le maintien d’un contrôle précis des opérations stables de synthèse de l’ammoniac, l’amélioration de l’efficacité de conversion pour réduire l’énergie de compression, et la surveillance des conditions des échangeurs pour minimiser les coûts d’énergie de réfrigération.
La mise en œuvre de solutions stratégiques joue un rôle essentiel dans le succès du fonctionnement des boucles de synthèse. Cela implique l’intégration de systèmes de vannes de régulation avancés, l’utilisation de connexions de vannes soudées pour le contrôle des émissions et l’optimisation de l’efficacité opérationnelle, ainsi que le choix d’éléments internes de vannes capables de résister à des pressions et des températures élevées dans des environnements toxiques.
L’adoption de ces solutions optimise la pression du réacteur, ce qui augmente les rendements et garantit que le rapport hydrogène/azote (H/N) reste à un niveau idéal pour une synthèse efficace de l’ammoniac. Bien que la désactivation du catalyseur soit inévitable avec le temps, la mise en place de ces mesures facilite une gestion efficace du processus, allonge la durée de vie du catalyseur et soutient une efficacité opérationnelle optimale.
Articles et médias à découvrir





Obtenez les réponses à vos questions sur la production d’ammoniac. Découvrir nos FAQ.
Différents types de vannes sont essentiels au procédé de production d’ammoniac, notamment des vannes de régulation, des soupapes de sécurité et des vannes d’arrêt. Ces vannes jouent un rôle essentiel dans la régulation du débit et de la pression des gaz et des liquides, en protégeant le procédé lors de perturbations et en isolant des sections de l’usine pour permettre des activités de maintenance sûres et efficaces. Cliquer ici pour en savoir plus sur les solutions de contrôle final d’Emerson : https://www.emerson.com/en/final-control/catalog/products-and-software/valves
Les vannes utilisées dans la production d’ammoniac doivent fonctionner de manière fiable dans des environnements hautement corrosifs et à des pressions extrêmes. La sélection de matériaux appropriés, tels que l’acier inoxydable et d’autres alliages résistants à la corrosion, joue un rôle essentiel dans l’amélioration de la durabilité des vannes, le maintien de la sécurité de fonctionnement et l’amélioration de l’efficacité globale des procédés dans les installations de production d’ammoniac.
Les vannes de régulation sont essentielles pour maintenir les conditions précises de pression et de température requises pour la synthèse de l’ammoniac. Il est essentiel de mettre en œuvre les meilleures pratiques en matière de maintenance de routine, de traiter de manière proactive les problèmes opérationnels courants et d’appliquer des stratégies de dépannage efficaces pour garantir un fonctionnement ininterrompu et efficace du procédé de synthèse de l’ammoniac.
Nos technologies de vannes sont conçues pour minimiser les émissions fugitives d’ammoniac en traitant toutes les voies de fuite potentielles dans sa gamme de vannes à faibles émissions. Des systèmes d’étanchéité de tige éprouvés et brevetés créent une barrière étanche et fiable pour empêcher les fuites d’ammoniac par la tige de la vanne. En outre, Emerson met l’accent sur les connexions à haute intégrité, en utilisant des matériaux robustes et des conceptions techniques pour garantir des joints étanches et réduire les émissions au niveau des points de raccordement. En savoir plus sur les émissions fugitives ici : https://www.emerson.com/en/final-control/catalog/solutions/fugitive-emissions
