

Driving Performance in the Global Chemical Industry
Chemical producers today face a complex mix of pressures from evolving safety standards and energy efficiency goals to ensuring agile production and workforce enablement. Emerson brings a unique combination of global reach, deep domain expertise, and a broad technology portfolio to help you meet these challenges head-on. Whether you're modernizing legacy infrastructure or scaling up for new demand, Emerson delivers the tools and insights to help you operate with confidence and precision.
What We Help You Achieve
Rising costs and tightening environmental regulations demand smarter resource management. Emerson’s automation and control solutions help reduce energy and water consumption, minimize waste, and maintain high product quality, so you can meet sustainability targets without sacrificing throughput or reliability.
Market volatility and shifting customer needs require production systems that can adapt quickly. Emerson’s scalable technologies, from control valves to advanced automation platforms, enable flexible manufacturing strategies that support faster changeovers, improved batch control, and cost-effective operations.
Process safety is more than compliance, it’s foundational to operational integrity. Emerson helps chemical producers implement layered protection strategies, including advanced monitoring, alarm management, safety instrumented systems (SIS), and pressure relief solutions, to reduce risk and protect people, assets, and the environment.
Unplanned downtime erodes productivity and profitability. Emerson’s asset management and predictive diagnostics solutions extend visibility to both critical and non-critical equipment, helping you prevent failures, optimize maintenance, and sustain high performance across your facility.
By the Numbers: Chemicals at Emerson
of ammonia capacity growth required to 2050
Cycle-tested solenoid valve designs
Contamination-free with media filtration pressure regulation
Powder Discharge System Valve Challenges
Cycle Frequency
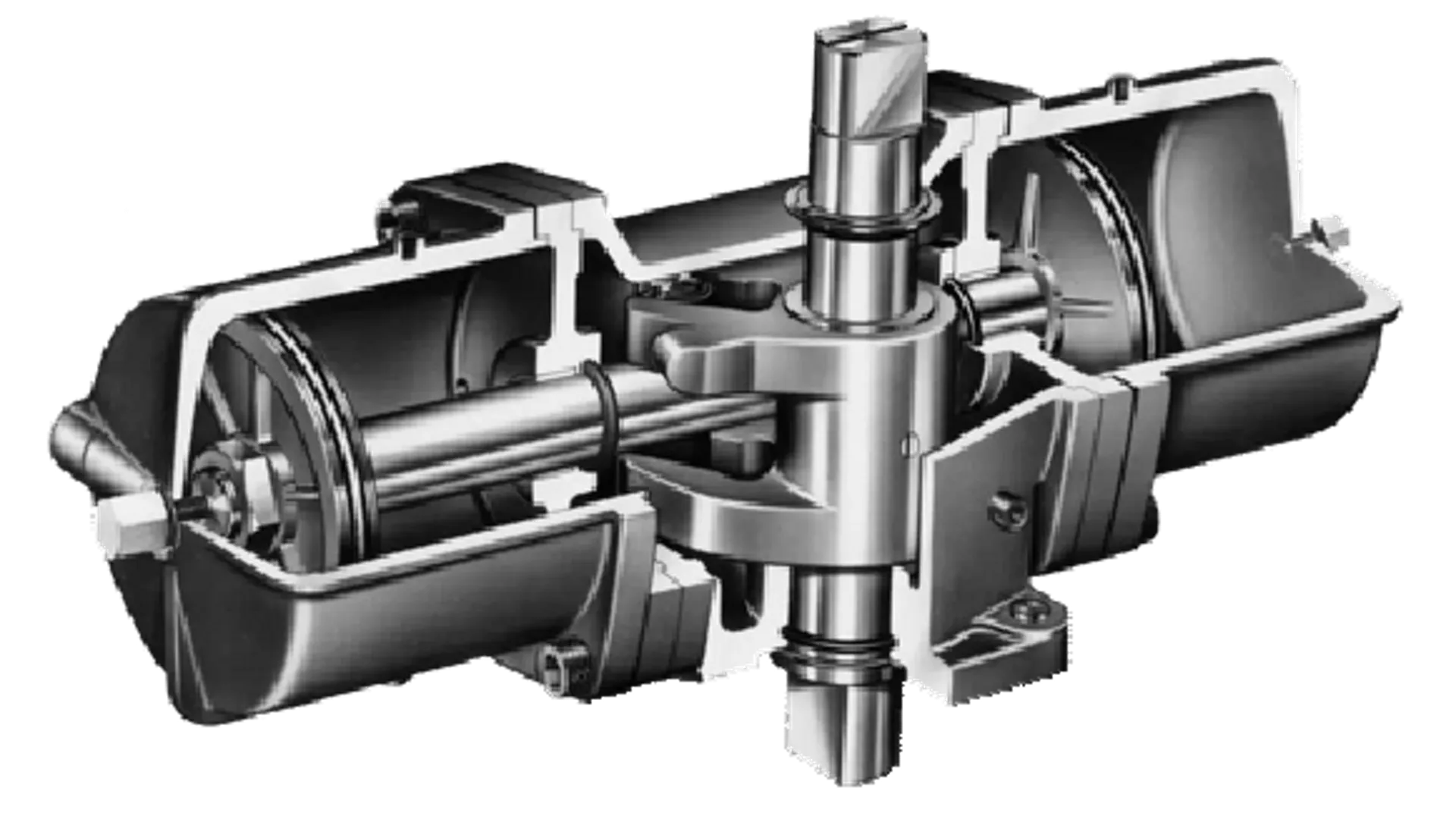
Automated valves in powder discharge applications must be capable of operating at high speed and high frequency. Open or close speeds are typically required to be less than 1 second per inch, with more than 600 cycles per day.
This places significant demand not only on valve components but also requires a highly engineered actuator. These actuators must be constructed of hardened materials, optimized springs, bearings and seals. Actuators must also incorporate cushioning to eliminate excessive shock load.
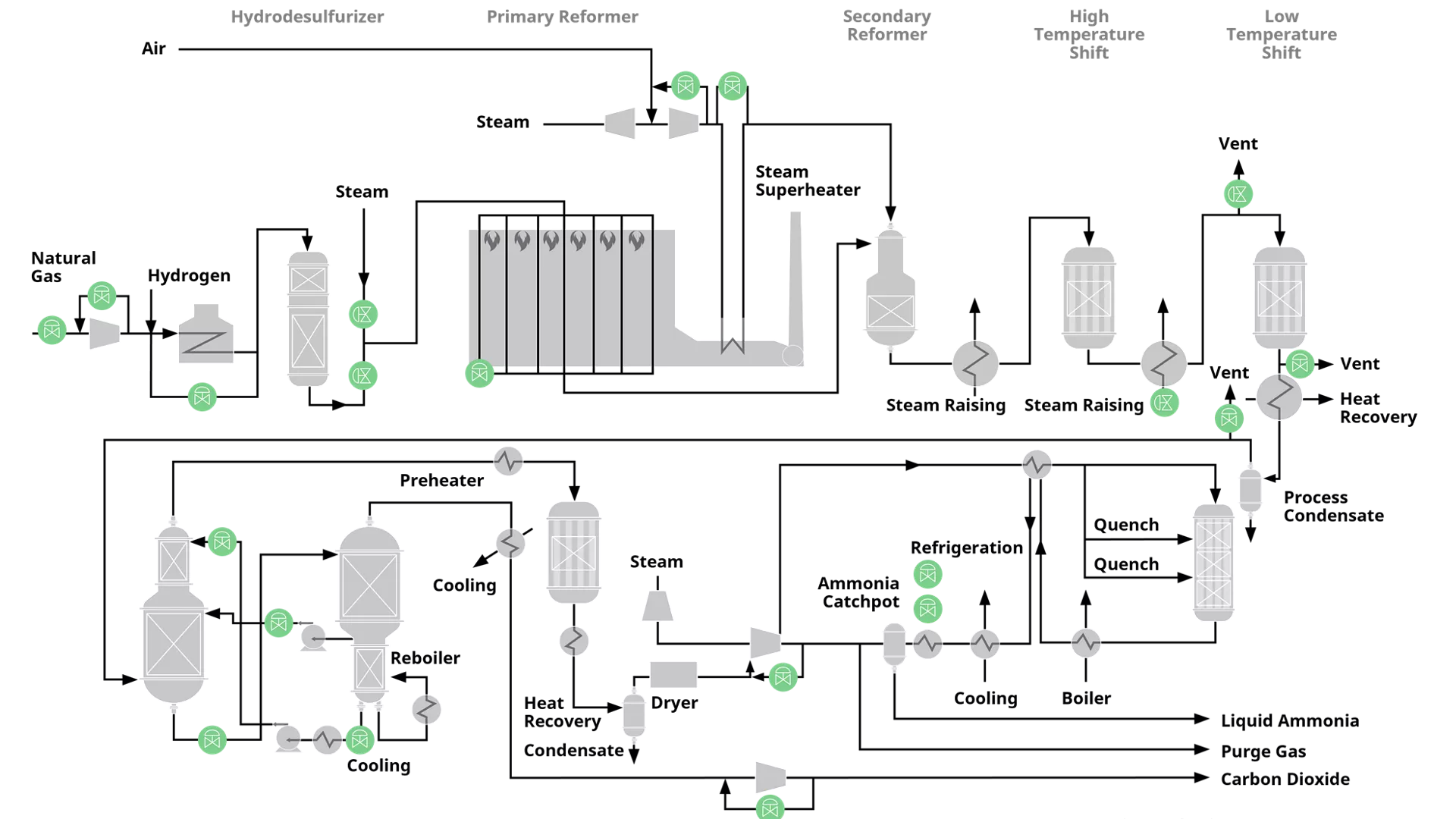
Solutions in Action for Reducing Emissions and Energy
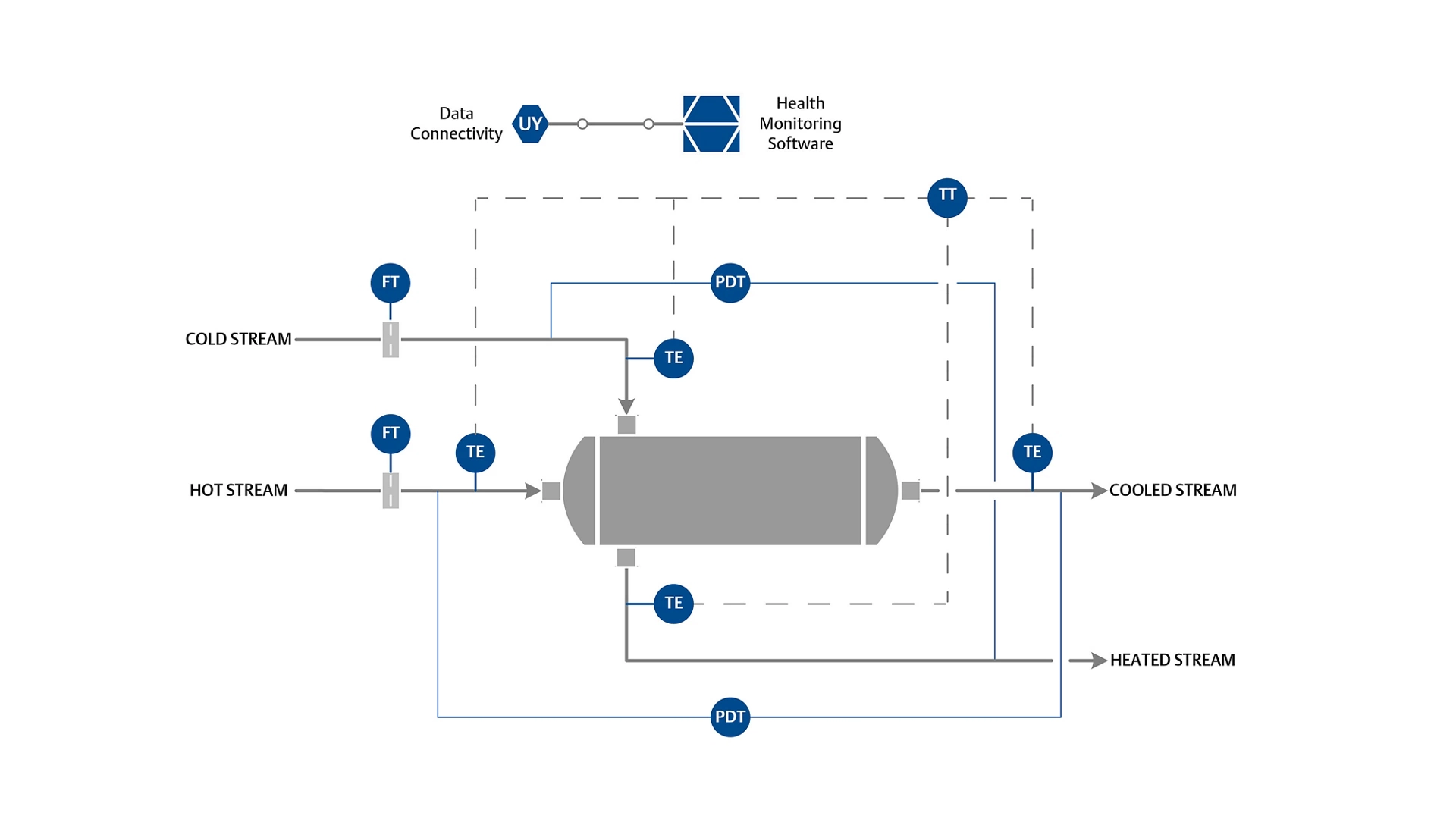
Heat Exchangers
Meeting your performance goals means accurately tracking product inventory and product movements. At the same time, tanks and tank farms present their own unique safety and compliance challenges. Emerson offers solutions to fully automate your storage systems, making it easier to manage inventory, gauge tank levels, adhere to regulations, and integrate data from the field into your enterprise planning efforts.







